Fastening systems help Rhenus reboot an axle assembly line

As the speed of innovation in the automotive industry quickens, assemblers at Rhenus SML in Genk, Belgium, do all they can to keep pace. Rhenus workers painfully learned the importance of this five years ago when Ford Motor Co. shut down its Genk plant, which sat adjacent to Rhenus’s facility.
The plant had operated for 50 years and produced some 14 million vehicles that contained parts made by thousands of Rhenus employees. Today, a different automotive OEM is establishing itself at the location and building a new vehicle that has state-of-the-art axles made by Rhenus.
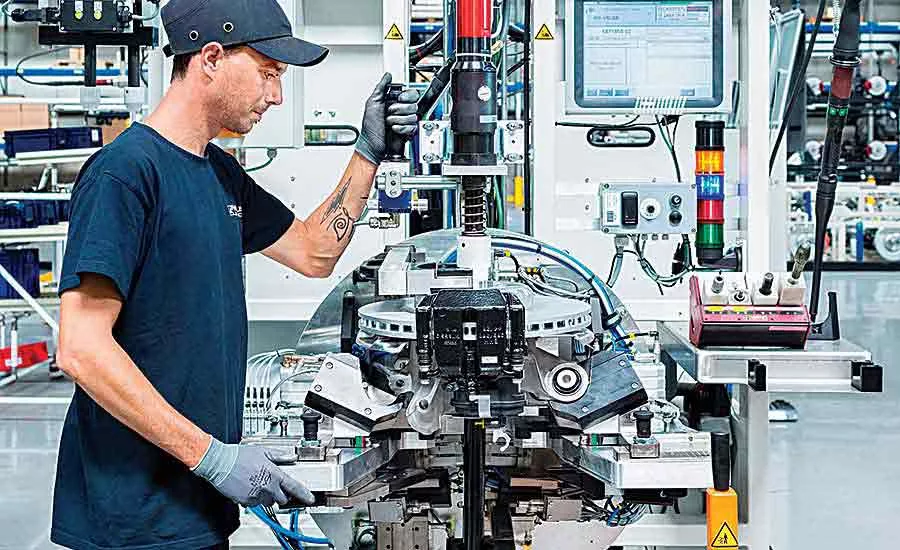
Dave Loos, process engineer at Rhenus, oversees the axle production line, which consists of four pre-assembly and five main assembly stations. Since day one, he has worked closely with Desoutter GmbH to equip Rhenus workers and stations with advanced handheld and automated screwdriving tools. For example, assemblers use CV13 electric nutrunners that come with swivel axes and telescopic arms, as well as position monitoring.
“We coordinate the assembly here with software that we developed and built together,” explains Loos. “The screw controllers and PLCs are connected to it, and there are interfaces to the test-bench camera system and automated assembly tables.”
These are the main features of the Rhenus PTS or Process Traceability System. The PTS receives the customer’s release information (i.e., which axes need to be delivered when) and generates orders for production via another interface developed by the supplier’s IT department.
More importantly, the PTS fully controls all screwdriving operations. Only when the PTS recognizes that all assembly steps have been completed at a workstation does the system give the go-ahead for the part to move to the next station. The system also lets Loos assign authorizations for individual stations or process steps, including defining who is allowed to unlock a screw spindle after an error message.
Many screw spindles are fixed to handling systems, and some are provided with position queries so that the employee can only put the tool on the right screw or that it works exclusively in the right place. Regardless of spindle setup, the PTS documents every screw connection and will save the data for 15 years after the end of production.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
To ensure that workers do not get confused at stations where several bolts and nuts must be tightened with different tools, PTS uses two aids to clearly guide them through the process. A nut selector uses an LED to indicate which socket is to be used. Plus, if the employee uses the wrong screwdriver or the wrong socket wrench, or if he puts the right fastening tool on the wrong screw, the tool will not be released.
When low-torque screw tightening is required, Desoutter tools automatically monitor the rotation angle but make sure that torque is the control variable. For safety-critical joints, angle serves as the control variable. The lowest applied torque is 8 newton-meters, and the highest is 400 newton-meters, according to Loos.
At the station where the struts are mounted on the pivot bearing, the required torque is applied by an EAD angle wrench that is flanged to a carbon arm and rotationally mounted. The carbon arm safely captures the reaction torque and can be easily guided with two fingers to the screw point.
At one of the pre-assembly stations, a double-screw system mounts the calipers on pivot bearings or a wheel carrier. Desoutter designed the twin screwdriver to hang from a crane so it can be easily moved in three axes. Thus, the employee is not hindered when he performs the other assembly steps.
Another unique feature of the Rhenus assembly line is its hold-and-drive technology, which is used when mounting steering systems to the axles. This technology involves fixing the angle wrench to a telescope and is necessary if the screw point is only accessible from one side, and the screw head or nut cannot be mechanically held.
Position detection is used on a twin screwdriver at the different steps of mounting stabilizers to ensure zero-defect production.
For more information on handheld and automated screwdriving tools, call 201-555-0123 or visit www.desouttertools.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




