System Feeds Conical Washers
How do you singulate and orient a conical washer made of soft metal only 0.005 inch thick and almost 1 inch in diameter?
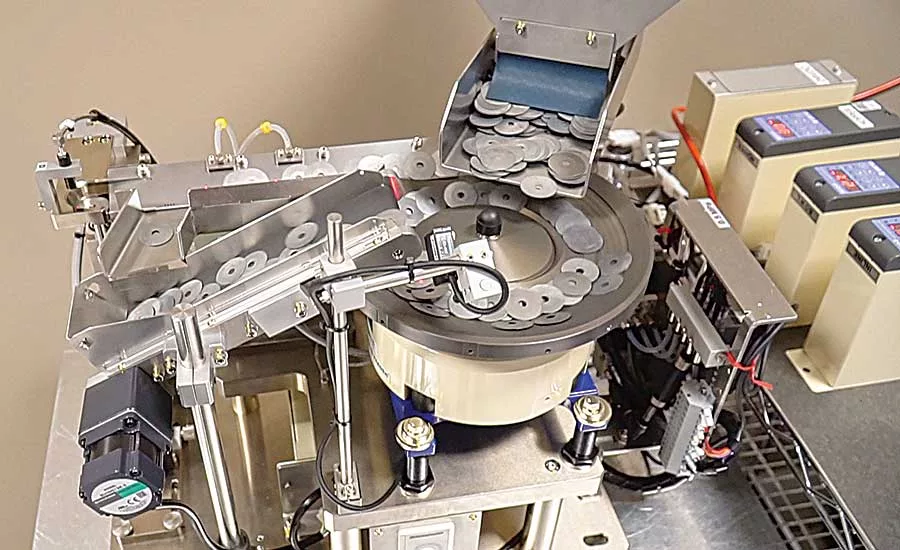
That was the challenge presented recently to Mirai Inter-Technologies Ltd. of Richmond Hill, Ontario, Canada. The company managed the feat—and kept the whole system, including vibratory bowl feeder, a vibratory linear feeder, a stacking mandrel, and custom logic controller, within a 12 by18 inch footprint for tabletop use.
The customer needed to load the washers from bulk and stack them onto mandrels with 100 percent correct orientation for use in a downstream process. Previously, this work was done manually. To complicate matters, the process was done in a clean environment, where the contribution of every associate must be maximized.
Parts needed to be delivered with the concave side down at a minimum rate of 45 parts per minute. The difference between an upright part and upside-down part was only 0.015 inch (1.6 percent of the outside diameter).
Mirai’s feeders are driven by piezoelectric resonators rather than electromagnetic coils. A piezoelectric resonator is a fine ceramic of lead titanate and lead zirconate. The resonator warps one way in response to an electric current in one direction, and it warps the other way in response to current in the opposite direction. Each resonator is paired with a leaf spring. Piezoelectric linear feeders have two resonator-spring pairs. Bowls have three or four. The piezoelectric drives run at high frequency and low amplitude, enabling the feeders to move thin, light parts consistently and repeatably.
“Often, vibratory bowls are sized with their inner diameter 10 times or more larger than the biggest dimension on the part to be fed, but in this case, we found a way to keep the outside diameter of the bowl under 8 inches,” says Nathan Scott, P.Eng., manager of engineering and distribution at Mirai. “This allowed us to boost the resonating frequency even higher and to use a type of bowl that is easy to keep clean, since all tooling surfaces are accessible from above.”
A variety of fabrication techniques were used to make the bowl, including five-axis CNC machining to create the stainless steel bowl and electric discharge machining to create fine details, such as the vacuum and sensor holes on the linear tooling.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The parts are loaded into a stainless steel hopper, which meters parts into the bowl as it runs low. The bowl brings the washers uphill and thins them out a bit to reduce overlapping. From the bowl, the parts are delivered onto a vibratory linear feeder that carries the parts on an angle. The linear tooling is equipped with tiny holes used for detecting part presence, applying vacuum, and blowing air.
“At the primary and secondary orientation stations, we sense part presence and apply vacuum to hold a part in the orientation we want,” Scott explains. “We fire an air jet to blow off any overlapped or upside-down parts. Misoriented parts circulate back into the bowl by means of a miniature conveyor.
“This feeding technique is called ‘pitch feeding,’ and it allows us to feed parts quickly with very low risk of issues from overlapping parts.”
Parts in the correct orientation continue to the end of the linear tooling, where they drop onto a mandrel. The drop distance is controlled by a moving floor, so the parts only drop a very short distance. This stops them from trying to tumble or wedge as they slide down the mandrel. When eight parts have collected on the moving floor, the floor is quickly retracted to allow the parts to slide down the mandrel in a mini stack.
While the floor is retracting and extending, air jets divert parts from the linear tooling onto the return conveyor. This way no parts will move to the mandrel when the floor is not in place. The system includes sensing to detect that the mandrel is installed before operating.
A micro controller governs the entire system: turning each element of the feeding system on and off, extending and retracting the mandrel platform, and running the pitch feeding logic.
For more information on parts feeders, call Mirai at 855-763-9442 or visit www.miraiintertech.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






