New Fastener Enables Mercedes-Benz to Join Aluminum Parts

When the latest-generation C-Class series of automobiles was being developed in 2014, Mercedes-Benz designers placed a great emphasis on weight reduction to reduce fuel consumption. They soon realized that the right joining system could significantly lessen a vehicle’s weight, while also increasing production.
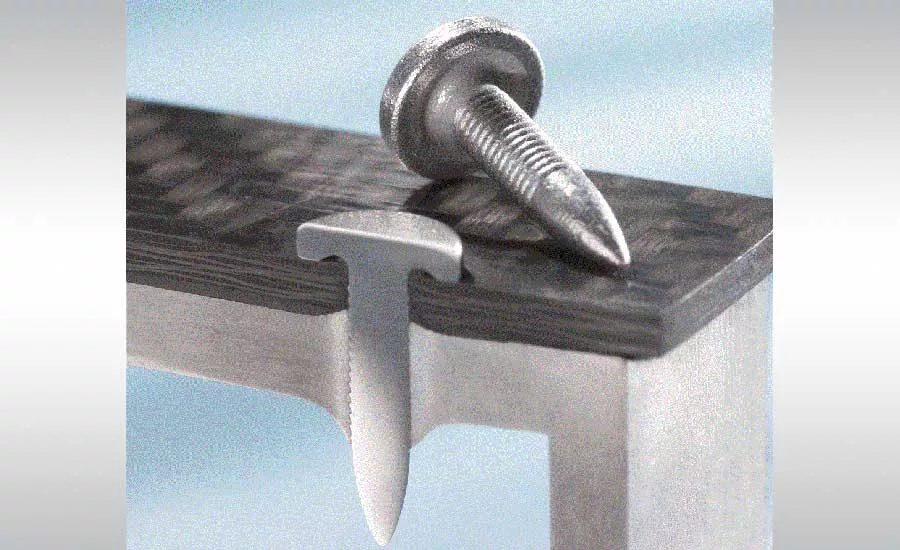
For Mercedes-Benz, the right system was one that automatically installs RIVTAC fasteners made by the Böllhoff Group. These fasteners join thin, light aluminum, steel or nonferrous metal sheets to a thicker, heavier metal surface in milliseconds—but require no prepunched hole in the top layer. Durable metal sheets and multiple layers can be joined, without any loss of material performance.
The tack fastener is made of steel that undergoes a cold heading process. Its shank is then thread-rolled, and the whole fastener is heat treated before being coated with zinc nickel for corrosion resistance. The finished fastener has a 450 HV10 rating, is 16 millimeters long and joins metal stacks that are 3 to 6 millimeters thick.
Installation system components include a vibratory bowl feeder, loading station, valve and power units, an HMI and a 90-pound installation tool mounted on a large robot (purchased separately). Before assembly begins, bulk fasteners are fed from a bowl feeder into a feeding rail on the loading station.
The tool’s setting head is then docked to the rail, where tacks are pushed from the rail into a magazine. During assembly, the nosepiece touches the metal surface and the cylinder pushes a tack out of the magazine at a speed of 20 meters per second. This velocity produces enough energy for the tack to penetrate the top and lower layers of the stack in just 6 milliseconds.
As it penetrates the stack, the tack displaces material into the threads on the shank, resulting in a form fit within the joint. When the tack reaches its final position, the cylinder raises back up to its starting position, and the cycle is repeated. Because of the high speed at which the tack joins metal stacks, it can be used with adhesives.
Mercedes-Benz uses the tacks to join the aluminum rear floor and rear frame on the C-Class Saloon and C-Class Estate. After a robot places the rear end in a fixture inside the manufacturing cell, the setting tool is extended by the positioning unit until there is contact with the part. Each tack is then quickly installed. The Saloon requires about 80 tacks; the Estate, about 60.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
Process monitoring (PM) of each tack installation is also possible on the HMI. The PM module measures, graphically displays (in process curves) and analyzes tack force and material displacement during installation. It also enables operators to store, recall and transfer process-curve data.
More recently, Mercedes-Benz has begun using the fasteners to assemble specific areas of the C-Class Cabriolet, as well as its GLC and E-Class vehicles. The automation system allows for large-scale production and maximum flexibility.
In 2009 when it was first developed, the RIVTAC joining system was used by a solar panel manufacturer. Two years later, company management introduced an automated installation system to enhance the system’s appeal to automotive manufacturers that perform high-volume sheet metal assembly.
For more information on fasteners for joining sheet metal, call 260-347-3903 or visit www.boellhoff.com/us-en/index.php.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







