Structural Adhesives for Automotive Assembly

Structural adhesives are popular for automotive assembly applications that involve lightweighting or mixed materials.
Earlier this year, the National Highway Transportation Safety Administration recalled Tesla’s controversial Cybertruck over a faulty body panel that can potentially fall off. The stainless steel exterior trim component is attached to the vehicle with a structural adhesive. To address the problem, engineers were forced to switch to a different type of glue and reinforce the part with threaded fasteners.
Tesla is not alone in using structural adhesives. A variety of automakers and suppliers have been exploring new ways to assemble components with acrylics, epoxies and urethanes. Benefits include improved aesthetics, lower production costs, reduced overall assembly time and weight reduction.
The automotive industry is the largest consumer of structural adhesives, which are popular for assembly applications that involve lightweighting or mixed materials.
“Demand for structural adhesives has increased significantly in recent years,” says Frank Fetscher, director of engineering solutions for automotive OEMs at Henkel Adhesive Technologies. “In addition to rising crash safety requirements, the transition to electric vehicles has created new application areas for structural adhesives driven by the need to increase battery capacity and enable design strategies like cell-to-pack or cell-to-chassis structures.
“At the same time, lightweight and multi-material design—once limited to premium vehicles—is now common across all market segments,” explains Fetscher. “Comfort expectations have also steadily increased, further driving demand.”
In response to rising crash and safety requirements, adhesives have been continuously improved through complex toughening systems that enable maximum energy absorption in a variety of conditions.

Structural adhesives are widely used to assemble body panels. Illustration courtesy DuPont
“Structural adhesives are primarily used in the body-in-white stage to join various panels and components,” Fetscher points out. “They are also used in hem flanging around closures, creating aesthetically pleasing exterior joints while providing a barrier against corrosion. Other applications include bonding electronic components and windshields.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
“In EVs and hybrids, structural adhesives are used to bond and seal battery housings, protecting them from intrusion and moisture,” notes Fetscher. “Additionally, structural adhesives are used to attach cells in battery modules.
“Unlike other joining technologies, bonding enables the structural joining of a wide variety of materials in car bodies,” says Fetscher. “Adhesive forms a two-dimensional connection, maximizing surface area to transfer mechanical loads and to increase crash safety. This results in sealed joints that block air, noise, dirt and water, thereby improving NVH performance and enhancing corrosion resistance.”
“[Automotive engineers] are looking for structural adhesives that help streamline their assembly process, [strengthen] their components and support modular assembly,” adds Frank Billotto, AMS business development manager for electric vehicles at DuPont.
“New formulations have been developed that enable fast handling, reduce or eliminate cleaning and surface preparation steps, and require no baking to save expense and energy usage,” says Bilotto. “These [products] also exhibit increased toughness and are capable of bonding mixed materials to facilitate modular assembly.”
According to Billotto, structural adhesives are now used throughout many vehicles. They bond roof and door panels, liftgates, trim, hoods and deck lids. Other applications include modular systems like seat structures and cockpits, engine compartments, floor and other load-bearing members, composite and aluminum bodies and modules, rails, struts and closures.
“Debonding on demand is also becoming a trend,” claims Billotto. “Battery assembly adhesives are being developed that require low debonding forces or contain chemically triggered debonding properties. These properties support battery repair and recycling practices.”
“Engineers today are much more familiar with adhesives and are more comfortable using them in their designs,” says Mandy Hulke, global automotive segment marketing manager at 3M. Her company has developed a broad portfolio of 20 families of structural adhesives. One of its newest products is SA9860, a high-impact epoxy that can be cured at room temperature.
“The biggest benefit of using structural adhesives is design flexibility and joint optimization,” explains Hulke. “It improves strength at joints. Instead of relying on single points, such as fasteners or welds, adhesives can be applied over a much larger surface area, strengthening the entire joint.”

Engineers today are much more familiar with adhesives and more comfortable using them in their designs. Photo courtesy 3M
A New Mindset
Traditionally, mechanical fastening and welding have been the two most widely used assembly processes in the auto industry. But, younger engineers have changed that mindset.
“Engineers are now much more familiar with adhesives and more comfortable using them in their designs,” claims Hulke.
“Today, engineers only want to build what can be modeled,” adds George Ritter, Ph.D., director of the ChemQuest Group, a consulting firm that specializes in chemicals and materials. “Younger engineers have likely grown up with modeling and they are more comfortable with it. If they have adhesive data they trust, they may be more inclined to think along the lines of increased adhesive use.
“Steel automotive structures are designed to be spot welded, and those are overlap flange joints,” says Ritter. “They load in peel, which is an excellent mode for spot welds. Adhesives work well in sheer, not peel.
“Converting a welded joint to adhesives has not brought good results, because those joints are designed to load in peel,” warns Ritter. “Adhesives require their own design to place the loads in sheer.
“A spot weld (or a bolt or rivet) is a point-load connection,” explains Ritter. “The space between welds is there to [separate] the point loads. This requires thicker steel and more welds. Adding adhesive between the welds allows the entire joint area to participate in loading. This gives a stronger (and quieter) overall assembly and can reduce the number of required welds.
“Fewer welds means fewer robots, less electricity, less cooling water, and fewer tip dressings or changeouts,” says Ritter. “These are real reductions in capital and operating costs.
“Mechanical fasteners require aligned holes or the ability to bring the faying surfaces close enough together for a puncture rivet,” notes Ritter. “That results in more material loss and weight. Even so, many plastic components (especially thermoplastic) are mechanically connected to the overall structure.”
Individual thermoplastic subcomponents may be welded to produce that whole assembly. However, individual thermoset subcomponents can be adhesively bonded.
“Adhesive bonding is slower than welding or fastening,” says Ritter. “In the case of weld bonding, the adhesive is fixtured by the welds so cure time is not an issue. If a bolted assembly has bonded subcomponents, that cure time has [to be addressed with suppliers]. The same goes for rivet-bonded aluminum structures; the two-part urethane cures fairly quickly, fixtured by pierce or clinch rivets.
“Adhesives typically work best in compression, well in shear and poorly in peel,” claims Ritter. “Joints which load in shear are preferred and compression is good. Peel is not good, so butt and flange joints should be avoided. Good shear joints are single lap. Double lap or tongue-in-groove joints are better, but more complex.
“A compromise between double lap and tongue-in-groove is the step-lap joint,” says Ritter. “This is basically an ‘L’ bonded to an inverted ‘L’ of the same joint dimensions.
Steels of all types are the most common bonded materials in the automotive industry. This is due in part to the extensive use of weld bonding, using weld-through adhesives.
“Aluminum structures are also bonded in conjunction with self-piercing rivets or clinch rivets,” explains Ritter. “This is rivet bonding. In either case, the advantage is the ability of the adhesive to distribute load over a larger joint area than a weld or rivet.”
“Structural adhesives are reliable and load-bearing [materials] that make a significant contribution to ensuring the function and performance of a component,” adds Roman Schilcher, product manager for e-motors at DELO Industrial Adhesives. “They withstand both high static and dynamic loads, consistently maintaining this performance even in challenging environmental conditions.
"Structural adhesives, therefore, are typically high-strength and less elastic," notes Schilcher. "Their main task, load transmission, is clearly important, but they can also have other characteristics that are beneficial for the respective application area."
According to Schilcher, the latest trend in structural adhesives is their ability to maintain high strength, even with increasing demands such as higher temperatures, exposure to different media, and new substrates. Current developments include high-temperature epoxies and thermally conductive adhesives such as DELO's Duopox TC8686, which assist in heat dissipation. There's also a focus on combining structural adhesives with additional functionalities to improve production efficiency.
“Structural adhesives are increasingly replacing mechanical joints in the automotive and aerospace industries to save weight and increase efficiency,” says Marc Reuter, product manager for automotive electronics at Panacol-Elosol GmbH. “Epoxy and methacrylate adhesives sometimes achieve higher shear and tensile strengths than mechanical joints—even with large gap widths.”
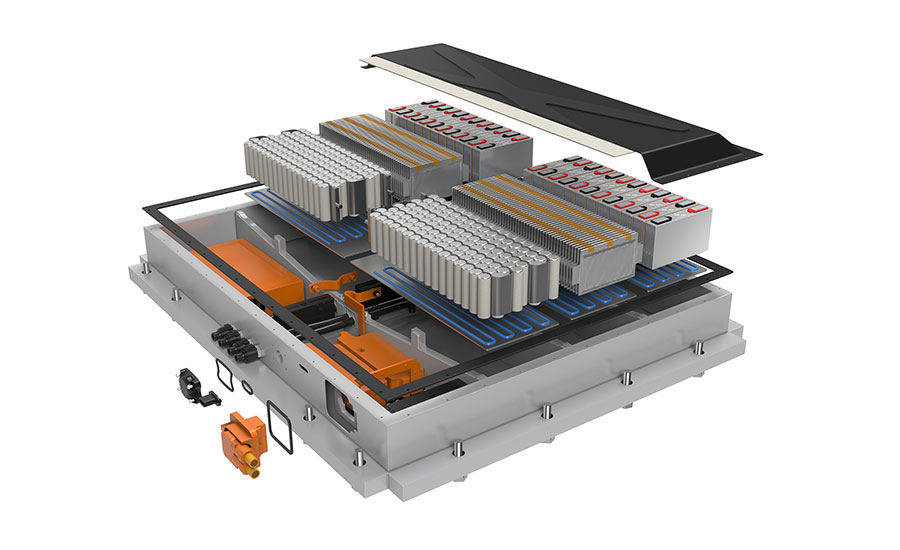
Structural adhesives bond and seal electric vehicle battery housings. Illustration courtesy DuPont
Adhesive Alternatives
A variety of adhesives are used in the auto industry for structural bonding applications. Epoxies and urethanes have been popular for decades.
“The elasticity and sealing properties of urethanes have worked very successfully for glass bonding and body-in-white sealing applications, and they are typically lower in cost,” says DuPont’s Billotto. “Epoxies add benefits like strength, toughness and fast handling. We also see hybrid formulations like two-component epoxy-acrylics used. Benefits include fast curing and manufacturing flexibility without sacrificing performance.”
“A range of chemistries is relevant to automotive applications, from toughened epoxies in the vehicle structure to polyurethane for glass bonding or battery cell bonding to UV cure adhesives in camera modules,” adds Henkel’s Fetscher. “In each case, the respective chemistry allows the best performance and functionality for the component.
“In car body applications, epoxy-based adhesives are the most popular choice for structural bonding,” Fetscher points out. “They offer excellent strength and stiffness across the typical temperature range of -40° to 80°C, as well as strong resistance to chemicals and humidity.
“However, epoxies are naturally quite brittle, which can lead to rapid failure under sudden impact loads,” says Fetscher. “To address this, they are toughened with additives that act as crack stoppers, improving ductility while maintaining strength and stiffness for optimal crash performance.”
According to Ritter, one-part epoxies still play a large role in steel automotive structures as closure-panel hem sealants and in weld bonded areas. But, lower e-coat bake temperatures, which save energy and address sustainability initiatives, challenge the cure profile of epoxies.
“Two-part urethanes are used for aluminum structures, thermoset composite assemblies, and nonwelded thermoplastic assemblies,” says Ritter. “All of the latter require lower bake temperatures for paint, and urethanes are amenable to that. Similarly, they are useful for aftermarket or custom conversions, such as small buses or RVs.
“Hot-melt urethanes and rubber-based adhesives are used in interior trim applications, along with waterborne urethanes and acrylics,” explains Ritter. “Cyanoacrylates are used on some small components and electronic assemblies." While costly, these fast-curing adhesives are typically reserved for high value-added components.
“Methacrylates have not found their way into automotive body-in-white applications because of odor and flammability,” Ritter points out. “They are typically used extensively in marine structures and some aftermarket repair or customization [tasks].”

This two-part, room-temperature-curing, low-density automotive structural adhesive is designed to provide a fast-curing bond without the use of ovens. Photo courtesy 3M
What’s New
Automotive engineers have a variety of structural adhesives available for assembly applications, including several new options.
DuPont recently unveiled four new offerings. Betamate broad bake adhesives allow for lower e-coat oven temperatures, which enable energy savings while durably bonding high-mass body structures.
Betaforce elastic structural adhesives are formulated with renewable and bio-based materials. At least 30 percent of these adhesives, by weight, are renewable materials. They are designed for battery cell bonding applications—aluminum-laminated pouch cells, in particular—with no need for pretreatment, while delivering on durability and crashworthiness.
“Betamate 2090 structural adhesive is a two-part cold-cure epoxy that requires no pretreatment and no oven curing, with improved toughness and fast handling strength,” says Billotto. “Betamate 8150 epoxy-acrylic adhesive is a new formulation for hem flanges that allows for high toughness. It can cure at ambient temperatures or can be baked through an oven in the body shop.”
Engineers at 3M recently developed a new mixing system that will be commercially available in October. “It’s going to be a game-changer when it comes to being able to ensure the quality of two-mix components,” predicts Hulke.
“The Adhesive Mix Monitor is a revolutionary technology that delivers real-time feedback on materials after they have been mixed, but before they’re dispensed on a part,” says Hulke. “It will enable engineers to detect problems and take action before it cascades into a major issue, while providing data and traceability on the adhesive.
“With two-part structural adhesives, ensuring they are processed correctly before being dispensed isn’t complex,” Hulke points out. “But, it can be challenging to maintain a consistent process. We’ve heard from customers how this has led to product recalls, unexpected production downtime and frustration with the challenge of trying to diagnose what caused the dispensing issue they’re experiencing.”
At the recent battery show in Stuttgart, Germany, Henkel showcased a new line of debond-on-demand adhesives that it’s in the process of developing. The technology is designed to simplify battery disassembly and repair, including structural bonds up to 12 megapascals (MPa). The goal of debondable adhesive is to enable nondestructive disassembly applications that support in-service repairs, reuse applications and end-of-life recycling.

Debond-on-demand adhesives enable nondestructive disassembly and support sustainability initiatives. Illustration courtesy Henkel Adhesive Technologies
According to Fetscher, this new class of structural adhesive is formulated to debond in a controlled way. Different trigger mechanisms can be built in to change bond strength on demand.
Henkel engineers are developing products that debond when triggered by different mechanisms, such as heat, electric current, infrared light, magnetic charges or solvents. The technology will eventually be optimized for use with a variety of automotive components and materials.
DELO’s Monopox HT2999 is popular for a variety of automotive assembly applications, such as bonding e-motor magnets and pressure sensors. “Its unique high strength at temperatures up to 180 C is due to its very high glass transition temperature,” says Schilcher. “This adhesive demonstrated outstanding performance in an endurance test, maintaining a tensile shear strength of 16.2 MPa after 20,000 hours of storage.”
Duopox SJ8668 is a two-component structural adhesive that offers quick cycle times when cured at moderate temperatures. “It is widely used across various applications in the automotive sector, including electric motors, sensors, and energy storage and conversion systems,” Schilcher points out.
Engineers at Panacol recently developed Structalit 5859 for magnet bonding applications. It can be used for joining magnets in pole housings. The one-component epoxy cures at temperatures as low as 100 C. At 150 C, curing time can be reduced to as little as five minutes.
“Due to its high glass transition temperature of 143 C, Structalit 5859 has a tensile shear strength of 17 MPa on steel, even at temperatures of 150 C,” claims Reuter. "In addition, the adhesive is characterized by high impact strength and good elongation at break, which makes it possible to use it with material pairings that have different coefficients of thermal expansion.”
For more information on automotive adhesives, read these articles:
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




