Automated Assembly
Cobot Automates Avionics Testing Process
Force-controlled grippers enable cobot to safely load and unload sensitive electronic assemblies

A cobot equipped with a pair of grippers loads and unloads avionics from an automated test cell.
The skies are crowded these days. Despite rising costs, people are flying.
According to the International Air Transport Association, the global trade association for airlines, the world’s carriers will fly more than 5.2 billion passengers on 40.3 million flights in 2026. Compared with 2022, that’s a 50 percent increase in passengers and a 37 percent increase in flights.
That’s good news and bad news for aerospace OEMs and their suppliers. While higher sales are certainly welcome, the pressure to deliver more airplanes—and faster—is intense.
One supplier feeling the heat is Diehl Aviation. Based in Laupheim, Germany, Diehl is a Tier 1 supplier for most of the world’s civilian and military OEMs, including Airbus, Boeing, Bombardier, Embraer and Gulfstream. The company’s products include aircraft interiors and ducting; cabin modules, such as lavatories and galleys; water systems and fire protection technologies; lighting; cabin management systems; flight control technologies; and modular avionics.
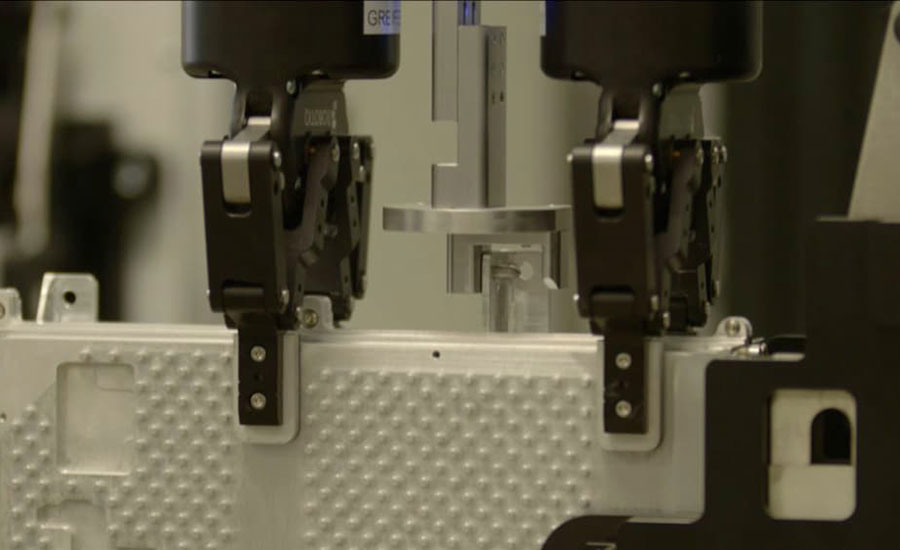
Gripping force is adjustable to avoid damaging the assembly’s aluminum housing and the electronics within. Photo courtesy Robotiq
The family-owned business employs more than 5,200 people at nearly two dozen locations worldwide, including the United States, France, China, Hungary and Mexico.
Diehl’s factory in Überlingen, Germany, is where the company assembles computers and electronics for civilian and military aircraft. Among other products, the factory assembles the computer systems for the Airbus A350 XWB, one of the world’s best-selling passenger jets.
With orders for this aircraft in full swing, Diehl’s quality testing department needed to increase capacity quickly. To keep up with demand, Heiko Russ, head of industrial process engineering at Diehl, had two options: add a night shift or automate.
Looking for quick answers on assembly and manufacturing topics? Try Ask ASM, our new smart AI search tool. Ask ASM
The choice was clear. “At first, we thought about using traditional industrial automation technology,” says Russ. “But, after various visits to fairs and extensive research, we realized a collaborative robot would be the best option, since it’s a lot more flexible and easy to use.”
Automating Elaborate Test Procedures
Each computer for the Airbus 350 XWB undergoes two hours of rigorous testing, during which every electrical interface, input, output and sensor is double-checked. Although the tests are carried out by an automated system, workers loaded and unloaded the computers manually.
The staff of KPI Engineering, which helped Diehl with the design, integration and operation of the test system, recommended Robotiq and Universal Robots for the task of inserting the computer into the test instrument.
“These computers are fragile, and they weigh 4 kilograms with an asymmetric center of gravity,” explains Marvin Plantius, CEO of KPI Engineering. “We were looking for equipment with adjustable force to avoid damaging the aluminum housing and electronics within. We also needed highly repeatable accuracy despite the 4-kilogram payload.”

The gripper is programmed through the robot’s teach pendant. Photo courtesy Robotiq
KPI chose a pair of Robotiq 2F-85 adaptive two-finger grippers and a FT 300 force-and-torque sensor to handle the computer case.
The 2F-85 is adaptable and versatile. Stroke, speed and force are programmable. Maximum stroke length is 85 millimeters, and it can produce a grip force of 20 to 235 newtons. Designed to pick up a range of objects, the device allows for both encompassing and pinch grips. Replaceable fingertips enable engineers to match the gripper to the part. The gripper can carry a maximum payload of 5 kilograms.
“We needed a very flexible gripper with which we could easily monitor force and the distance between two points,” says Plantius. “The 2F-85 was an obvious choice. The big advantage of the force-and-torque sensor is that you can record complex movements with the path-recording function. Force can be monitored for critical movements, such as when components contact the parts trays.”
Diehl chose a Universal Robots UR10 six-axis cobot, which has a load capacity of 10 kilograms and a reach of 1,300 millimeters, for the project. It was the first time a cobot had been deployed at the Überlingen factory.
“It matched the environment really well,” says Plantius. “We wanted a cell design that takes very little space in an open area. We established a safety perimeter with sensors that slow down or stop the robot when a human is detected within a specific distance from the robot. This is a great alternative to caging, and it meets the highest safety standards. Plus, the components from Robotiq are UR+ certified, which simplifies integration with Universal Robots. They are coordinated in terms of hardware and software, which allows us to operate the grippers and force sensor directly via the controller.”
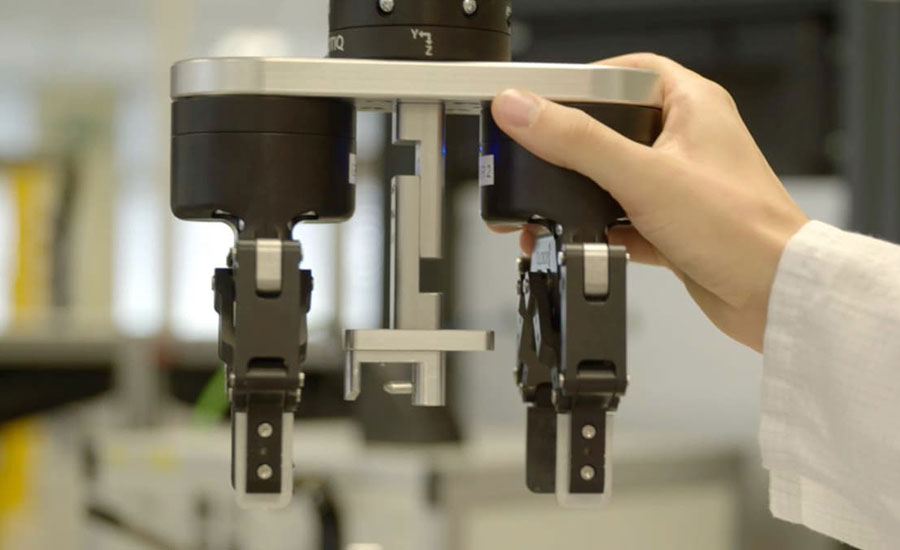
Designed to pick up a range of objects, the gripper can perform both encompassing and pinch grips. Replaceable fingertips enable engineers to match the gripper to the part. Photo courtesy Robotiq
Complex Application, Easy Programming
The testing application is controlled by a human-machine interface, independent from the Universal Robots teach pendant. The robot first receives the signal to retrieve a computer with both grippers. Prior to inserting the computer into the tester, the robot takes it to a scanner, which reads a bar code.
Once this operation is done, the computer is placed in the testing unit. The pair of grippers ensures that the computer is placed in the tester in the exact same position every time. The robot then closes a lever, and the testing phase starts. After testing is complete, the robot unloads the computer, and the process repeats.
Although there are many steps for this application, employees affected by the testing unit learned how to work with the new technology quickly.
“In the beginning, two of our employees completed online training,” says Daniel Frei, industrial production manager at Diehl. “One of them attended the core training course at Universal Robots in Munich, which provided much more insight on the matter: How do I program the robot? How do I install every component? And so on. Afterward, they came back to Überlingen and taught five more people in the factory.”

Diehl’s include aircraft interiors and ducting. Photo courtesy Diehl Aviation
Appreciating Automation
Diehl management quickly informed the whole staff that a robot was coming into the factory. “There were a few worries about job losses, but since this was a way to scale up, and an addition to the team rather than a job threat, it soon came to be seen as good news in a growth context,” explains Russ. “It also meant the end of extra night and weekend shifts, which nobody enjoyed doing.”
“We earned an ROI within a year by putting an end to night shifts,” adds Rolf Metzner, head of industrial engineering at Diehl. “With the addition of excellent teamwork and communication, we’ve got everything we need to plan for the future.”
The project’s success has Russ thinking about future automation projects. “We have paved the way for many more robotics projects. Our colleagues are looking at what we do and taking notes,” he says. “We now have a working group dedicated to robotics here. They are analyzing different arms for other heavier applications. As for our team, we’re thinking of replicating this testing cell with our Airbus A320 computers.”
For more information on collaborative robots, visit www.universal-robots.com. For more information on grippers, visit https://robotiq.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






